
Industrial Hose
Chemical Hose
Chemical Hose is a specialized type of hose designed to safely transfer various chemicals, including corrosive and hazardous substances, under controlled conditions. These hoses are critical in industries like chemical manufacturing, pharmaceuticals, oil and gas, and agriculture.
Key Features of Chemical Hoses:
- Chemical Resistance: Made from materials like EPDM, Viton®, PTFE, or UHMWPE (Ultra High Molecular Weight Polyethylene) to resist corrosion and degradation.
- Durability: Designed to withstand harsh chemicals, high pressures, and extreme temperatures.
- Flexibility: Ensures easy handling and installation in confined or complex environments.
- Safety: Incorporates reinforced layers to prevent leaks and ensure safe handling of hazardous materials.
Common Applications:
- Chemical Transfer: Moving acids, solvents, and other chemicals in manufacturing and processing plants.
- Agriculture: Delivering pesticides, herbicides, and fertilizers.
- Oil & Gas: Handling petroleum-based products and other corrosive fluids.
- Food and Beverage: Safely transferring food-grade chemicals like cleaning agents and additives.
- Pharmaceuticals: Used for sterile and chemical-resistant fluid transfer in labs and production facilities.
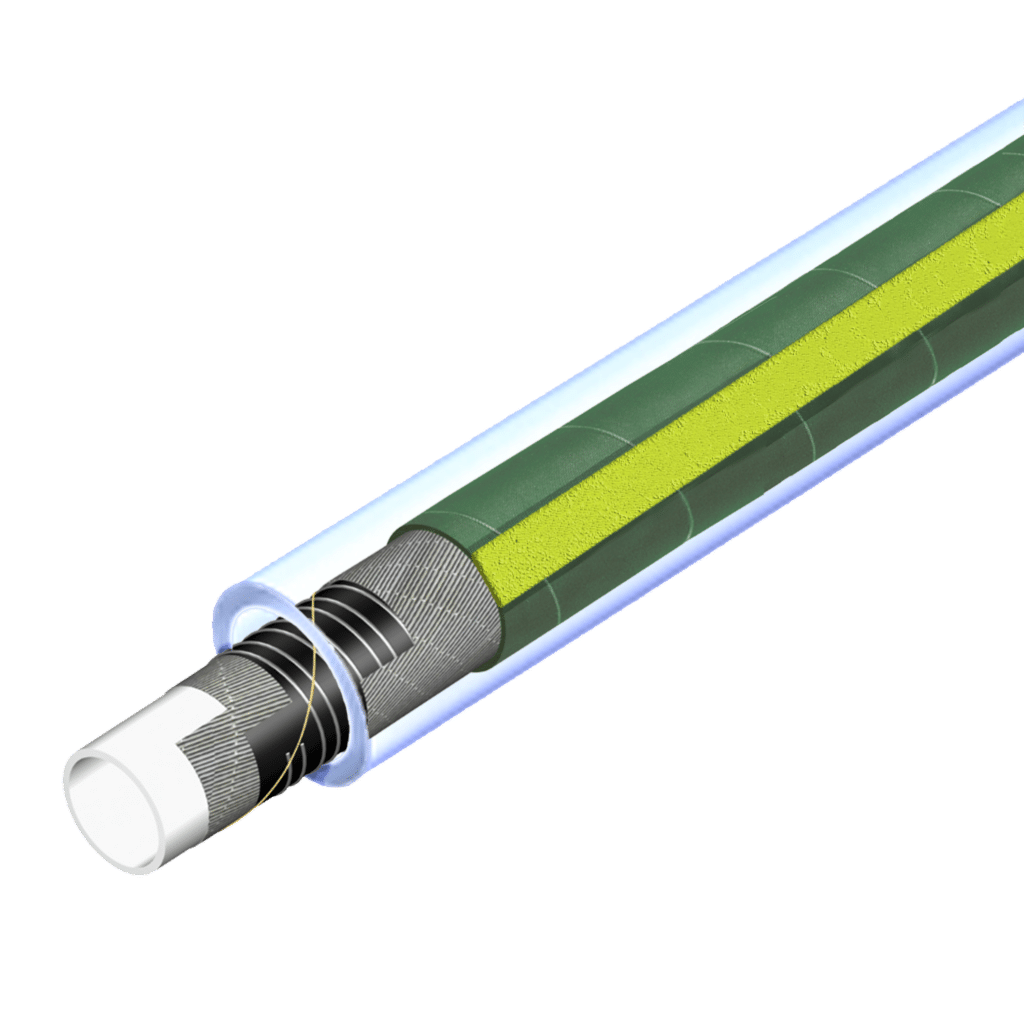
Construction of Chemical Hoses:
- Inner Tube: The primary layer in contact with chemicals, made from resistant materials like PTFE or UHMWPE.
- Reinforcement: Layers of braided fabric, wire, or synthetic material for strength and pressure resistance.
- Outer Cover: Protects against abrasion, weather, and external environmental factors.




Reviews
There are no reviews yet.